Ёі ЕЫЮФЌB
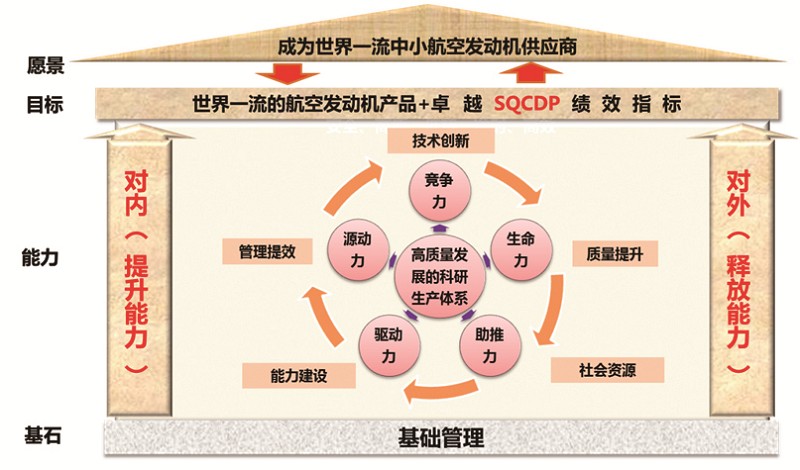
ЮЊЙсГЙТфЪЕЯАНќЦНзмЪщМЧЖдКНПеЗЂЖЏЛњЪТвЕЕФЯЕСаживЊжИЪОХњЪООЋЩёЃЌбЯИёТфЪЕЙњМвКЭМЏЭХИїЯюеНТдВПЪ№ЃЌШЋСІвдИАТФаа ЁАЖЏСІЧПОќЁЂПЦММБЈЙњЁБЕФЪЙУќгыд№ШЮЃЌеыЖдПЭЛЇВЛЖЯдіГЄЕФашЧѓЃЌжаЙњКНЗЂФЯЗНЙЄвЕгаЯоЙЋЫО (вдЯТМђГЦ ЁАжаЙњКНЗЂФЯЗНЁБ)вд ЁАГЩЮЊЪРНчвЛСїжааЁКНПеЗЂЖЏЛњЙЉгІЩЬЁБЕФдИОАЮЊЧЃв§ЃЌЗжЮіЦѓвЕИїЗНУцЙЄзїЗЂеЙВЛЦНКтЁЂВЛГфЗжжЎМфЕФУЌЖмЃЌЧаЪЕАбШЮЮёРэЧхГўЃЌАбФмСІРэЧхГўЃЌАбЗчЯеЕуКЭПижЦДыЪЉРэЧхГўЃЌАбДыЪЉЪЕаЇРэЧхГўЃЌШЋУцЭъГЩЙњМвИГгшЕФд№ШЮЃЌШЋСІТњзуПЭЛЇашЧѓЃЌДйЪЙЦѓвЕзпЯђСМКУЕФЗЂеЙЩњЬЌЃЌДгФкВПгыЭтВП ЁАЖўИіЮЌЖШЁБЮЊзХСІЕуЃЌПЊеЙЛљгкОКељСІЁЂЩњУќСІЁЂдДЖЏСІЁЂжњЭЦСІКЭЧ§ЖЏСІЕФ ЁАЮхСІЁБФЃаЭЙЙНЈИпжЪСПЗЂеЙЕФПЦбаЩњВњЬхЯЕЁЃ
НЈСЂЦѓвЕФмСІЬсЩ§ЕФ ЁАЮхСІЁБФЃаЭЁЃвЛЪЧЦѓвЕФкВПМгПьвдВњЦЗЮЊКЫаФЕФММЪѕФмСІгыЙмРэФмСІЕФБЃеЯЬхЯЕЕФНЈЩшЃЌГфЗжЗЂЛгЦѓвЕздЩэЕФФкЧ§СІЁЂФкЖЏСІЃЛЖўЪЧЭЈЙ§ЪЭЗХВПЗжвЛАуВњЦЗЁЂГЩИНМўЕФЩњВњжЦдьЃЌГфЗжЙЙНЈЁАаЁКЫаФЁЂДѓазїЁБЕФОќУёШкКЯПЦбаЩњВњЬхЯЕЃЌДгФкВПгыЭтВП ЁАЖўИіЮЌЖШЁБЮЊзХСІЕуЃЌПЊеЙЛљгкОКељСІЁЂЩњУќСІЁЂдДЖЏСІЁЂжњЭЦСІКЭЧ§ЖЏСІЕФ ЁАЮхСІЁБФЃаЭЙЙНЈИпжЪСПЗЂеЙЕФПЦбаЩњВњЬхЯЕЁЃ
НЈСЂСЫЛљгк ЁАЮхСІЁБФЃаЭЕФПЦбаЩњВњЬхЯЕФмСІжИЪ§ЁЃЮЊСЫНтОіФмСІзЪдДгыПьЫйдіГЄЕФПЦбаЩњВњШЮЮёжЎМфЕФУЌЖмЃЌжаЙњКНЗЂФЯЗНзщжЏПЊеЙСЫЛљгкПЦбаЩњВњЕФзЈЬтЕїбаКЭеяЖЯЃЌВЂИљОнЦѓвЕФкВПжївЊУЌЖмЕФаТБфЛЏЃЌбЁШЁОпгаЙЋЫОЬиЕуЕФ ЁАЮхСІЁБжИБъЃЌАќРЈММЪѕДДаТЁЂжЪСПЬсЩ§ЁЂЙмРэЬсаЇЁЂЩчЛсзЪдДЁЂЬѕМўНЈЩшЕШ5ИіЮЌЖШМА20ИіЦРМлвЊЫиЃЌзюжеЙЙГЩИпжЪСПЗЂеЙЕФПЦбаЩњВњЬхЯЕФмСІжИЪ§ЃЌВЂвдДЫЖдПЦбаЩњВњЬхЯЕНјааЦРЙРЁЃ
НЈСЂБъзМЙцЗЖЬсЩ§ЦѓвЕ ЁАОКељСІЁБЁЃжаЙњКНЗЂФЯЗНЭъГЩСЫИпаЃСЊКЯЪЕбщЪвЁЂжиЕузЈвЕЪЕбщЪвЁЂЙЄвебаОПжааФЁЂЙиМќСуВПМўЪджЦжааФЫФИібаЗЂЦНЬЈЕФДюНЈЃЌВЛЖЯЩюЛЏВњбЇбаКЯзїЁЃвд ЁАаЭКХЧЃв§КЭММЪѕдЄбаЁБЫЋЧ§ЖЏФЃЪНЭЦЖЏКЫаФЙиМќММЪѕМАЛљДЁЙВадММЪѕЕФЗЂеЙЁЃвдаЭКХЮЊЪдЕуЃЌНјвЛВНЭЦНјГЇЫљIPTЃЈаЭЌЭХЖгЃЉНЈСЂЃЌЙЙНЈГЇЫљаЭЌЙЄзїЛњжЦЁЃНЈСЂЩшМЦжЦдьШкКЯЕФбажЦСїГЬЃЌЪЕЯжГЇЫљЭМжНЁЂБъзМЁЂММЪѕЮФМўЕФЪ§ОнЙВЯэМАЛЅЧЉЛЅХњЁЃв§ШыММЪѕзДЬЌПижЦЕФЙЄОпАќЃЌвджиЕуаЭКХЕфаЭСуМўПЊеЙЪзМўАќЙмРэЪдЕуЃЌДйНјСЫММЪѕГЩЪьЖШЁЃ
ДюНЈжЪСПЙмПиЦНЬЈЬсЩ§ЦѓвЕ ЁАЩњУќСІЁБЁЃ
жаЙњКНЗЂФЯЗНЭъЩЦСЫжЪСПЬхЯЕЮФМўКЭжЪСПЙмРэЬхЯЕЩѓКЫСїГЬЁЃЩюШыЪЕЪЉ ЁАСуГЌВюЁБЙЄГЬЃЌЭЦНјаЭКХ ЁАСуГЌВюЁБЙмРэЃЌЭЦНјИїаЭКХГЇФкЭтжЪСПЮЪЬтЕќДњЪсРэЁЂЭГМЦЗжЮіЁЂЮЪЬтДІРэЛиЭЗПДЙЄзїНЈСЂСЫЪЕЪБЙмПиЦНЬЈРћгУаХЯЂЛЏЪжЖЮЃЌДђЭЈСЫЯрЙивЕЮёВПУХИїВуМЖЙЕЭЈБкРнЃЌЪЕЯжжЪСПаХЯЂЕФЙВЯэгыЗжЮіЃЌвдШеГЃСїШызАХфЁЂЪдГЕжЪСПЮЪЬтЮЊзХСІЕуЃЌЬсЩ§ЦѓвЕвьГЃжЪСПЮЪЬтДІРэаЇТЪЃЌДйНјжЪСПЬсЩ§ЁЃ
НЈСЂ ЁА331ЁБМЦЛЎЙмПиФЃЪНЬсЩ§ЦѓвЕ ЁАдДЖЏСІЁБЁЃжаЙњКНЗЂФЯЗНАДее ЁАЕуЁЂЯпЁЂУцЁЂЬхЁБЕФЭЦНјТЗОЖНјааЪЕЪЉЃЌМД ЁАОЋвцЯжГЁЁЂОЋвцжЦдьЁЂОЋвцЩњВњЁЂОЋвцЦѓвЕЁБЕФЫФИіНзЖЮОЋвцЭЦНјФЃЪНЭЦНјдЫгЊЙмРэЬхЯЕНЈЩшЁЃПЊеЙЩњВњСїГЬЪсРэЯюФПЃЌЪсРэгХЛЏ452ЬѕOTDСїГЬЃЌБржЦвЕЮёОиеѓКЭСїГЬЫљгаепд№ШЮОиеѓЃЌЪЕЯжСЫЙиМќЪ§ОнМрПиЕуЪ§ОнГЪЯжЁЃНЈСЂСЫЁА331ЁБМЦЛЎЙмПиФЃЪНЃЌМЦЛЎВуВуЖдНггыТфЪЕЃЌЭЈЙ§ФмСІЦНКтЃЌЪЖБ№ЗчЯеЃЌгХЛЏКЭЕїећМЦЛЎЃЛгааЇЙмПиЩњВњЙ§ГЬЃЌЪЖБ№КЭЛЏНтЙ§ГЬЗчЯеЃЌТфЪЕЩњВњМЦЛЎЃЌДйНјСЫЙмРэЬсЩ§ЁЃ
НЈСЂВњЦЗЭтАќЪ§ОнПтКЭЙЉгІСДФмСІЕиЭМХрг§еНТдЙЉгІЩЬЬсЩ§ЦѓвЕ ЁАжњЭЦСІЁБЁЃжаЙњКНЗЂФЯЗННЈСЂСЫВњЦЗЭтАќЪ§ОнПтЃЌНЋКНЛњСуМўЗжЮЊAЁЂBЁЂCШ§РрЃЌЛцжЦЦѓвЕЙЉгІСДФмСІЕиЭМЃЌж№ВНЭЫГіЗЧКЫаФжївЕСьгђЕФЭЖзЪЃЌНјвЛВНЫѕЖЬЭЖзЪСДЬѕЃЌЭЈЙ§в§ШыЭтВПУёгЊзЪБОВЮгыЛьКЯЫљгажЦИФИяЃЌГфЗжЕїЖЏЩчЛсзЪдДЙВЭЌЗЂеЙКНПезАБИНЈЩшЁЃМгПьЙЉгІЩЬЕФХрбјКЭГфЗжРћгУЩчЛсзЪдДЕФЭЌЪБЃЌвд ЁАгХЛЏЙЉгІЩЬбЁдёЛњжЦЃЌЧПЛЏЙЉгІЩЬЙ§ГЬПижЦЃЌзіКУЙЉгІЩЬХрг§ЦРМлЃЌЬсЩ§ЙЉгІЩЬМЈаЇБэЯжЁЃгыжъжоЪаеўИЎЙВЭЌЭЦНјСЫжъжоСуВПМўЙЋЫООќУёШкКЯЛьКЯЫљгажЦИФИяЃЌДђдьСЫ ЁАОќУёШкКЯЁБЪОЗЖЦѓвЕЃЌДйНјСЫФмСІЪЭЗХЁЃ
ММИФЪЕЪЉаХЯЂЛЏЬсЩ§ЦѓвЕ ЁАЧ§ЖЏСІЁБЁЃжаЙњКНЗЂФЯЗНвдКНжсМгЙЄжааФЮЊбљАхЃЌВЛЖЯЭЦНјERP/PDM/MESЯЕЭГЕФЩюЖШгІгУЃЌЩњВњЙ§ГЬЙмРэГжајгХЛЏЁЃжсЯпЪ§зжЛЏГЕМфЭЈЙ§ЙЄаХВПбщЪеЃЌЙЄвежЦдьвЛЬхЛЏЦНЬЈЕШ4ИіЯюФПЭъГЩНЈЩшВЂЭЦЙудЫгУЃЌЪ§зжЛЏГЕМфЙмПиФЃЪНГѕВНГЩаЭЁЃДђдьжЧФмЛЏдАЧјЃЌЪЙЪ§ПиЛЏТЪДяЕН95%вдЩЯЃЌМЏГЩЪ§зжЛЏЙЄвеММЪѕКЭздЖЏЛЏЮяСїММЪѕЃЌаЮГЩ6ИіздЖЏЛЏжЦдьЕЅдЊКЭ1ЬѕТіЖЏзАХфЩњВњЯпЛљБОаЮГЩ ЁАвЛГЇШ§ЧјЁБФмСІВМОжЁЃ
ЭЈЙ§Лљгк ЁАЮхСІЁБФЃаЭПЦбаЩњВњЬхЯЕЕФЙЙНЈЪЕМљКѓЃЌжаЙњКНЗЂФЯЗНЖдПЦбаЩњВњЬхЯЕФмСІжИЪ§НјааЦРЙРЃЌзлКЯПМТЧЪРНчвЛСїКНПеЗЂЖЏЛњЦѓвЕЕФЪЕМљКЭжИБъЃЌШЗЖЈСЫФмСІЕШМЖЁЃЙЋЫОНЋвд ЁАГЩЮЊЪРНчвЛСїжааЁКНПеЗЂЖЏЛњЙЉгІЩЬЁБЕФдИОАЮЊЧЃв§ЃЌдк ЁАЪЎЫФЮхЁБЦкМфГжајЬсЩ§ПЦбаЩњВњЬхЯЕБЃеЯФмСІЁЃ